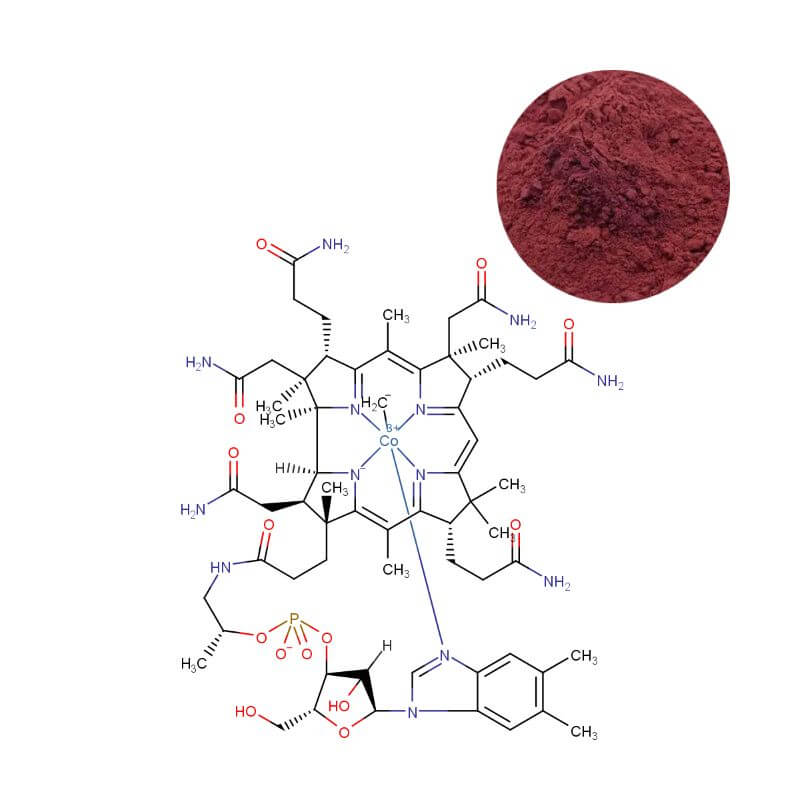
Methylcobalamin (Vitamin B12) Powder
| Product Name | Methylcobalamin (Vitamin B12) Powder |
| CAS Number | 13422-55-4 |
| Appearance | Dark red crystalline powder |
| Purity | 1% Dilution, 99% (by HPLC) |
| Packaging | 1 kg/bag, 5 kg/bag, 25 kg/drum |
| MOQ | 1 kg |
Methylcobalamin: Solving Logistics-Driven Potency Loss for Cognitive Formulations
For R&D and procurement teams sourcing methylcobalamin for cognitive support and homocysteine metabolism, the leading cause of batch failure is degradation during ocean freight and warehouse storage. Photolability and hygroscopicity drive irreversible potency loss unless the ingredient is stabilized through solid-state engineering. Batch-specific COAs with accelerated stability data are the baseline for supplier qualification. Controlling particle-level stability and solid-state uniformity directly determines a brand's ability to differentiate premium cognitive supplements in a crowded market.
Degradation Kinetics of Methylcobalamin: A Cross-Border Logistics Risk Map
Methylcobalamin's corrin ring is intrinsically sensitive to light, heat, and moisture. Under UV or ambient light, the molecule converts to hydroxocobalamin, reducing bioactivity by over 30% within 48 hours. Thermal stress above 40°C accelerates conversion, while high humidity triggers hydrate transformation, leading to caking and assay drift. For a 40-foot container crossing the equator, internal temperatures can exceed 55°C, with condensation destroying unprotected material within weeks.
- Photodegradation kinetics: Exposure to 200-600 lux for 48 hours causes >30% loss. Standard warehouse lighting without amber shielding is a direct potency risk. Protected packaging (amber glass or aluminum foil bags) reduces loss to <5%.
- pH-driven instability window: Maximum stability occurs at pH 5.0. Formulations below pH 4 (e.g., fruit-flavored gummies) or above pH 7 (e.g., effervescent tablets) require buffer systems or layered release technologies to maintain label claim over shelf life.
- Co-formulation incompatibility with ascorbic acid: Ascorbic acid accelerates methylcobalamin degradation by 70-76%. Separating actives into multi-compartment capsules or using stabilized methylcobalamin-resistant blends is mandatory for combination products (such as synergistically pairing B12 with functional phospholipid matrices).
- Hygroscopic solid-state transition: Three distinct hydrate forms exist—only one yields free-flowing, low-caking powder. Uncontrolled drying produces sticky hydrates that bridge hoppers and clog dosing disks, directly impacting production line efficiency.
| Degradation Driver | Loss in Unprotected Supply Chain | Engineered Countermeasure |
|---|---|---|
| UV/visible light (200-600 lux, 48 h) | >30% assay reduction | Triple-layer foil bags + oxygen scavenger; amber glass containers |
| Temperature spike (55°C, 14 days) | 15-20% loss | Reefer containers with temperature logging; insulated packaging |
| RH >60% (moisture ingress) | Hydrate transformation → caking + 5-10% potency drop | Nitrogen-flushed, low-moisture transmission (MVTR <0.01 g/m²/day) packaging |
| Ascorbic acid co-formulation (1:1 ratio) | 70-76% degradation in 3 months | Two-part capsule design or separate granulation layers |
Shifting to engineered packaging cuts annual degradation write-offs by $40,000-$80,000 per 10 metric tons, directly improving landed cost calculations for multinational brands. Label claim integrity through expiration, a non-negotiable requirement for FDA-registered supplements, depends entirely on such logistics-grade protection. Verification of ICH Q1A stability data (40°C / 75% RH for 12 months) along with real-time shipping temperature logs is a minimum threshold for supplier risk assessment. For procurement directors, auditing suppliers on these logistics metrics prevents six-figure write-offs from container rejection and protects brand equity across export markets.
Particle Engineering as a Competitive Advantage for High-Speed CMO Lines
Methylcobalamin's solid-state behavior is not uniform across suppliers. It depends on crystallization and drying control. Drying conditions and ambient humidity directly determine which hydrate form is produced—free-flowing or sticky (Int J Pharm, 2023; doi: 10.1016/j.ijpharm.2023.123326).
- Ultrasound-assisted crystallization & seeding: These engineering strategies allow precise regulation of particle size distribution (D50 in the 70-110 µm range, D90 within 140-180 µm). Consistent particle size eliminates bridging and segregation in tablet feeder hoppers, reducing weight variation to <2% RSD.
- Controlled drying & single-hydrate formation: Avoiding uncontrolled hydrate transformation reduces batch-to-batch variation in flowability (Hausner ratio <1.25 vs. >1.35 for poor grades). This directly cuts down tablet sticking and capsule filling weight deviations by 60-70%.
- Impact on OEE (Overall Equipment Effectiveness): Poorly engineered methylcobalamin leads to 3-5% higher scrap rates and 1-2 hours of unscheduled machine cleaning per shift. Optimized powder saves $1,500-$3,000 per production week on a single high-speed encapsulation line.
| Powder Property | Standard Grade (Poor Control) | Engineered Grade (Optimized) | Impact on CMO Operations |
|---|---|---|---|
| Particle size (D50 / D90) | Uncontrolled, wide distribution | D50 70-110 µm, D90 140-180 µm narrow distribution | Eliminates segregation → ±1.5% fill weight vs ±5% |
| Hausner ratio | >1.35 (poor flow) | <1.25 (excellent flow) | No bridging → 20% faster capsule filler speed |
| Hydrate form | Mixture of three hydrates | Single low-hygroscopic form | No caking during storage → zero production delays |
| Electrostatic charge | High (sticks to equipment) | Neutralized via controlled drying | Reduced cleaning frequency → 2 more production hours per shift |
For a contract manufacturer producing 20 million capsules monthly, switching to an engineered methylcobalamin grade with verified particle size and flow properties increases output by 15-18%—an extra 3 million capsules monthly. R&D managers should request particle size histograms and flow function coefficients (FFC) from every methylcobalamin supplier before approving material for commercial trials. Achieving a narrow particle size distribution with D50 around 90 µm and D90 below 180 µm (≥95% through 80 mesh) ensures compatibility with high-speed encapsulators while preventing electrostatic adhesion and dusting losses, directly lowering per-unit manufacturing costs.
Total Cost of Ownership: Financial Case for Engineered Methylcobalamin
Experienced procurement professionals evaluate methylcobalamin by total cost of ownership (TCO)—purchase price plus logistics, quality control, production efficiency, and compliance risks. A cheaper powder with inconsistent assay or line stoppages is more expensive than a technically reliable grade with slightly higher unit cost. A complete compliance package - including residual solvents data and non-GMO certificates - shortens customs clearance by 10-14 days, avoiding costly port storage fees.
- Hidden cost #1: Re-testing & requalification: Each non-conforming lot requires full identity (HPLC), purity, heavy metals (ICP-MS), and microbial retesting ($800-$1,500 per incident). Four such events per year add $5,000+ to QA budgets.
- Hidden cost #2: Production line inefficiency: Poorly flowing powder forces operators to slow capsule fillers by 15-20%. For a line rated at 200,000 capsules/hour, that means 30,000 fewer capsules per hour—direct margin erosion of $2,000-$4,000 per shift.
- Hidden cost #3: Logistics claims & write-offs: One container rejected due to moisture ingress or assay failure represents $80,000-$200,000 in lost inventory, plus chargebacks, freight return costs, and customer dissatisfaction.
- Hidden cost #4: Compliance documentation gaps: Missing residual solvents data (USP <467>) or non-GMO certificates can delay customs clearance by 2-4 weeks, incurring storage fees ($500-$1,500) and lost sales opportunities.
| Cost Category | Standard Grade (Unverified) | Engineered Grade (Full Documentation) | Annual Savings per 5 MT |
|---|---|---|---|
| QC retesting & lot rejection | 3-5 non-conforming lots/year → $4,000-$7,500 | <1 lot/year → $0-$1,500 | $3,000-$6,000 |
| Production line downtime | 2-3 hours/shift → $30,000-$50,000/year | <0.5 hours/shift → $5,000-$8,000/year | $25,000-$42,000 |
| Logistics claims & material write-offs | 1 incident every 2 years → $40,000-$100,000 | Negligible → $0 | $40,000-$100,000 |
| Customs delays & storage fees | 1-2 delays/year → $2,000-$5,000 | 0 delays → $0 | $2,000-$5,000 |
| Total TCO advantage | Baseline | Optimized | $70,000-$153,000 |
Selecting an engineered methylcobalamin grade with verified batch consistency, controlled particle size, single-hydrate form, and complete compliance documentation reduces total ownership cost by eliminating QC re-runs, preventing logistics claims, and maximizing uptime. For brands formulating cognitive support or cardiovascular health products, this reliability ensures uninterrupted supply while protecting margin—especially when stabilizing complex stacks that incorporate advanced mitochondrial nutrients like bioactive nicotinamide mononucleotide intermediates. Procurement directors should require a TCO calculator or documented case studies from suppliers before committing to annual contracts.
Validate Engineering Claims with Compliance-Ready Methylcobalamin Samples
Methylcobalamin's value depends on its ability to survive processing, ocean freight, and shelf life without degradation. Securing a supplier that provides batch-specific COA with HPLC purity, heavy metals (Pb≤1.0, As≤1.0, Cd≤0.5, Hg≤0.1 mg/kg), full residual solvents testing, and particle size histograms is the first step to risk-free sourcing. Request a fully documented methylcobalamin sample for R&D qualification to verify batch consistency before scaling to commercial production.
Frequently Asked Questions
Share this product
Related Products


Ready to get started?
Contact our team for technical specifications, pricing, and customized solutions.